Už mám za sebou stovky hodin s 3D tiskárnami a 3D tiskem – a člověk se pořád učí. V tomto článku dostanete odpověď na váš problém týkající se 3D tisku. A navíc teď s intuitivním průvodcem začátečníka v 3D tisku.
V tomhle článku krátce shrnu základní chyby, které 3D tiskař může udělat — teda chyby, které jsem udělal já.
Pro začátečníky a mírně pokročilé 3D tiskaře jsme vytvořili průvodce problémy s 3D tiskem. Dejte vědět, zda vám pomohl!
Interaktivní průvodce
Diagnostika tisku
Průvodce řešením chyb 3D tisku
Vyberte, s čím máte problém. Provedeme vás krok po kroku, od nejčastější příčiny k té vzácnější, dokud tiskárna nezačne tisknout jak má.
1.) Odmastit podložku
Jedna z nejčastějších chyb. Člověk si řekne „jenom to sundám z podložky“ ale dotek holých prstů na podložku způsobí její nepřilnavost. Prostě bude mastná.
Typ podložky záleží. Hladká PEI nebo skleněná podložka vyžaduje odmašťování isopropylalkoholem před každým tiskem. Texturovaná/Textured PEI sheet (dnes standard u většiny moderních tiskáren) funguje jinak — teplá drží, studená pouští sama. Stačí nechat vychladnout a výtisk odskočí. I tak se ale vyplatí občas otřít isopropylalkoholem, pokud přilnavost klesá.
2.) Kvalitní filament
Nekvalitní filament může často způsobit spoustu chyb v tisku. Pokud má mít struna nějaký průměr, pohlídejte si, aby rozptyl byl co nejmenší. U některých výrobců si jej můžete zkontrolovat online pro každou cívku.
3.) Čistý a suchý filament
I když máte kvalitní filament, může se stát že se „stane nekvalitním“ kvůli prostředí kde je — vysoká vlhkost, prašnost. To významně degraduje kvalitu filamentu. Na strunu filamentu můžete obtočit houbičku na nádobí — tím zbavíte strunu naneseného prachu.
Vlhkost je větší problém než prach. Vlhký filament při tisku bublá, tvoří slabé spoje a povrch výtisku vypadá drsně nebo šupinatě. Řešení: sušička filamentu (Sunlu S1/S2 nebo podobná) nebo hermetická krabice se silikagelem. Sušení přes noc při 45–65 °C (záleží na materiálu) většinou stačí. PLA a PETG jsou na vlhkost nejvíc náchylné, nylony a TPU ještě víc.
4.) Kalibrace
Pokud s tiskem začínáte a máte nový filament, vždycky vytiskněte kalibrační vrstvu.
Máte Prusa MK3S+ nebo Mini? Na oficiální podpoře Prusa 3D se dozvíte více: Kalibrace první vrstvy.
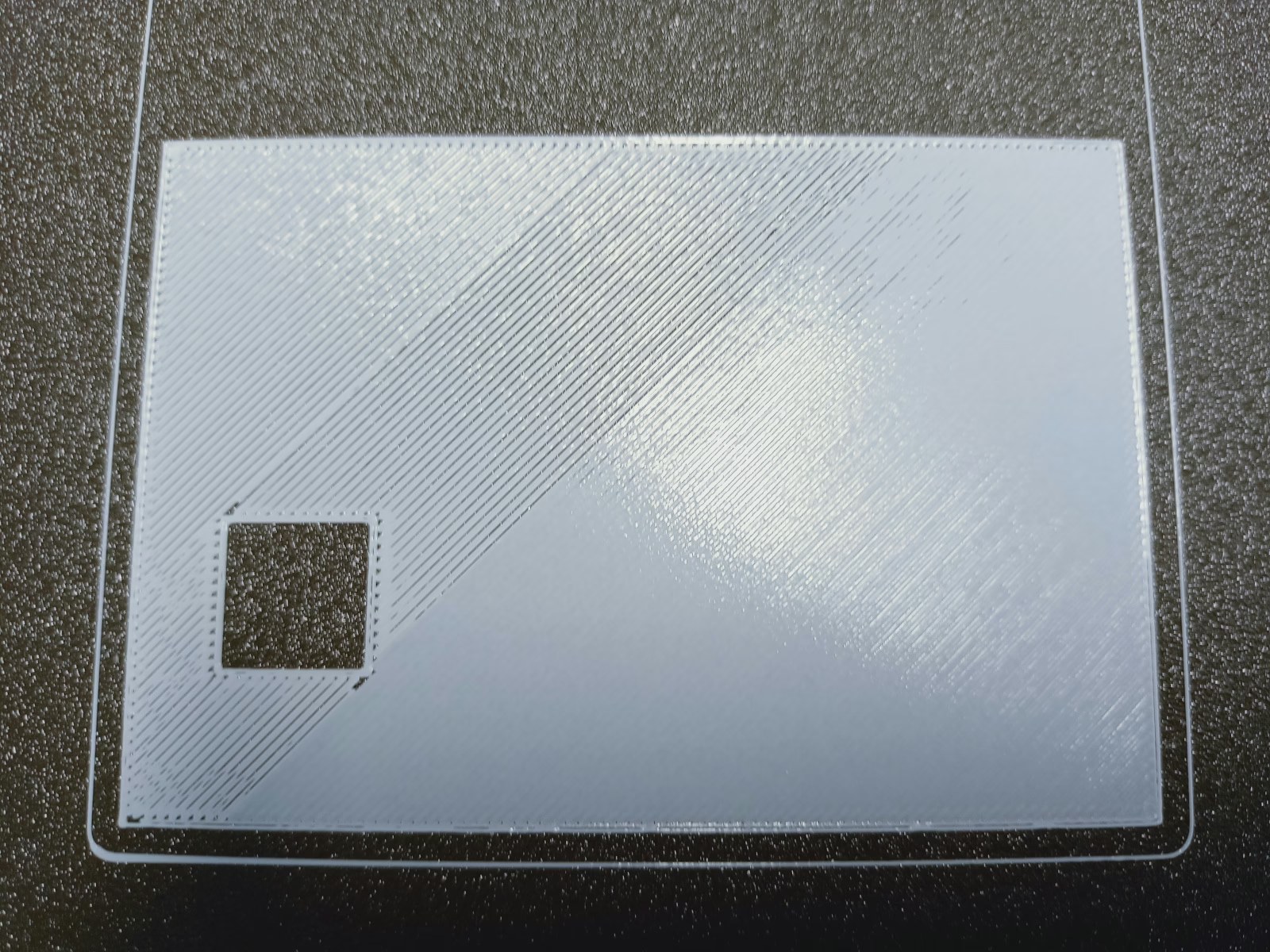
Tohle je dovednost, která rozhoduje o většině úspěšných i zkažených tisků. Podívejte se na první vrstvu shora a porovnejte ji s tabulkou:
| Stav | Jak vypadá | Co s tím |
|---|---|---|
| Tryska moc vysoko | Mezi čarami jsou mezery, povrch je matný, jednotlivé čáry jdou snadno oddělit nebo se vůbec nespojí. | Snižte trysku (zápornější Z-offset) po krocích ~0,02–0,05 mm. |
| Správně | Čáry jsou slisované k sobě bez mezer, povrch je rovnoměrný a mírně lesklý, vrstva drží jako souvislá plocha. | Nic. Takhle to má vypadat — můžete tisknout. |
| Tryska moc nízko | Vrstva je průsvitná, tryska ryje do podložky, kolem okraje se tvoří rozmáčknutý lem (tzv. sloní noha / elephant foot). | Zvedněte trysku (kladnější Z-offset) po malých krocích. |
Tip: Seřizujte vždy jen po malých krocích a po každé změně se podívejte na výsledek.
Výtisk se i tak odlepuje? Větev „Výtisk se neuchytí na podložce“ v průvodci výše vás provede dalšími kroky.
Máte Prusa MK4, XL, Core One nebo Core One L? Tyto tiskárny provádějí kalibraci automaticky při prvním spuštění i před každým tiskem. Přesto zkontrolujte výsledek prvního tisku — první vrstva by měla být mírně zploštělá a dobře přilnutá, ne odlepená ani přimáčknutá do podložky.
Máte jinou moderní tiskárnu s automatickou kalibrací? Platí totéž — automatika funguje dobře, ale výsledek prvního tisku vždy zkontrolujte vizuálně.
5.) Pozor na průvan
Průvan dokáže udělat divy — naprosto zničí krásný 3D výtisk. Takže držte tiskárny dál od otevřeného okna, výdechu klimatizace nebo otevřených dveří.
Tisknete ABS, ASA nebo PC? Průvan je u těchto materiálů jen polovina problému — tyto materiály vyžadují uzavřenou skříň tiskárny, jinak výtisk praská nebo se deformuje. Prusa XL, Core One L a řada dalších moderních tiskáren mají uzavřenou skříň jako příslušenství nebo přímo v základní výbavě. Na starší Prusa MK3/MK4 si uzavřenou skříň lze dokoupit nebo vytisknout.
6.) Slicer a teploty
Pohlídejte si nastavení teploty uvedené výrobcem a v nastavení ve sliceru.
Dnes existuje více slicerů s různými výchozími profily — PrusaSlicer (pro Prusa tiskárny, ale funguje i na jiných), Bambu Studio (pro Bambu Lab tiskárny), OrcaSlicer (oblíbená open-source alternativa kompatibilní s většinou tiskáren). Každý má jiné výchozí hodnoty — nespoléhejte na to, že profil z jednoho sliceru bude fungovat v jiném.
7.) PLA není PETG
Když tisknete PLA, nastavte slicer na PLA, pokud PETG, tak na PETG. Rozdíl je sice „jen 30 °C“, ale v tisku je to hodně znát.
Tip: projděte si také Jak vybrat filament a nastavení pro 3D tisk: interaktivní průvodce
Orientační teploty pro nejběžnější materiály:
| Materiál | Tryska | Podložka | Uzavřená skříň |
|---|---|---|---|
| PLA | 200–220 °C | 50–60 °C | není nutná |
| PETG | 230–250 °C | 70–85 °C | není nutná |
| ABS | 240–260 °C | 100–110 °C | nutná |
| ASA | 240–260 °C | 100–110 °C | nutná |
| TPU | 220–240 °C | 30–60 °C | není nutná |
Vždy ověřte doporučení výrobce filamentu — hodnoty se liší značku od značky.
8.) Nikam nespěchejte
Tisk lze zrychlit v menu tiskárny i ve sliceru, ale dobrý nápad to obvykle není. Když to přeženete, zhorší se přilnavost vrstev, objeví se vlnky (ghosting) a v horším případě skončí celý výtisk v koši.
Rozumný start pro PLA je 50–60 mm/s pro běžné stěny a ~20 mm/s pro první vrstvu — pomalá první vrstva zásadně zlepší přilnavost. Výšku vrstvy volte podle trysky: maximálně ~75 % průměru trysky (u standardní 0,4mm trysky tedy max ~0,3 mm). Nižší vrstva (0,12–0,16 mm) = víc detailu a delší tisk, vyšší vrstva (0,24–0,28 mm) = rychleji, ale hruběji.
Moderní tiskárny s kompenzací rezonancí (input shaping) zvládnou i vyšší rychlosti bez ztráty kvality — ale to nechte až na dobu, kdy budete mít první vrstvu a teploty spolehlivě zvládnuté.
Pokud používáte Prusament filament a jejich tiskárny, neuděláte chybu, když použijete jejich přednastavené tiskové profily.
9.) Chlupy
Našli jste na výstisku chlupy během přejezdu? Řešením je nastavení retrakce — rychlost a délka. Kromě změny retrakce může být problém i ve vysoké teplotě při tisku. Viz bod 6.
Více info na Stringování a odkapavání filamentu na Prusa podpoře.
Chlupy nezmizely ani po nastavení retrakce? Zkuste větev „Pavučinky a nitky“ v průvodci výše.
Odstranění chloupků je také možné (s opatrností) horkovzduchem nebo zapalovačem.
10.) Ucpání extrudéru
I když děláte všechno správně, stát se může i to, že se vám ucpe tryska.
Jak to opravit najdete na stránkách Prusa: Ucpáný hotend.
Postup krok za krokem najdete i ve větvi „Z trysky nic neleze“ v průvodci výše.
Bonus 1: Výplň výtisku
Nemusíte tisknout se 100 % výplní (infillem). Často stačí jenom 20 či 30 % a výtisk bude stále kvalitní.
Ve sliceru také můžete zvolit z nejrůznějších tvarů výplně. Více na blogu Prusa: Vše co potřebujete znát o tiskových výplních.
Bonus 2: Podpěry — kdy ano a kdy ne
Pokud váš model má převisy větší než cca 45°, slicer nabídne podpěry (supports). Začátečníci mají tendenci buď podpěry úplně vypínat („nějak to dopadne“) nebo zapínat všude („pro jistotu“) — obojí vede ke špatným výsledkům.
Základní pravidlo: podpěry zapněte pro převisy nad 45–50° a pro díry orientované vodorovně. Pro mírné převisy a mosty tiskárna obvykle zvládne sama — záleží na rychlosti tisku a chlazení.
Ve sliceru využijte „support enforcers“ pro přesné určení míst, kde podpěry chcete, a „support blockers“ tam, kde je nechcete. Ušetříte filament a výsledný povrch bude čistší.
Bonus 3: Jak se jmenují nejčastější vady (abyste je našli na webu)
Velká část frustrace začátečníků pramení z toho, že vidí problém, ale neznají jeho název — a tak ho nedokážou vygooglit. Tady jsou ty nejčastější:
- Stringing (chlupy): tenká vlákna mezi částmi výtisku. Řešení: retrakce, nižší teplota trysky, suchý filament.
- Warping (kroucení): rohy se zvedají od podložky. Typické pro ABS/ASA. Řešení: uzavřená skříň, vyšší teplota podložky, brim, žádný průvan.
- Elephant foot (sloní noha): rozšířená nejspodnější vrstva. Řešení: nižší teplota podložky, mírně vyšší Z-offset, kompenzace v sliceru.
- Ghosting / ringing (duchy, vlnky): ozvěny hran na stěnách z vibrací. Řešení: nižší rychlost a zrychlení, dotažená mechanika, input shaping.
- Under-extruze: slabé nebo děravé stěny, tiskárna posílá méně materiálu, než má. Řešení: kontrola podavače a trysky, vyšší teplota, kalibrace průtoku (flow).
- Delaminace: vrstvy se oddělují, výtisk se láme. Řešení: vyšší teplota trysky, slabší chlazení, pomalejší tisk.
Nepomohlo žádné z rychlých řešení? Projděte si interaktivní průvodce řešením chyb 3D tisku v úvodu článku — provede vás krok po kroku od nejčastější příčiny k té vzácnější.







{kind=link}
{kind=link}
Žádné sociální komentáře k dispozici.